

Notions générales
Méthodes de construction
Le chantier
Construire un moule
Divers bois
Pratique
Réparation polyester
Réparation 2
Réparation 3
Pose d'une cloison
Moussage P.U
Gabarit de couple
Les Résines
Composites
Moulage au contact
Les Matériaux Composites
Comme l'indique leur nom
ce sont des
matériaux composés de divers éléments ! En
construction navale on utilise principalement des tissus, de la
résine, du bois, et des mousses synthétiques. Les tissus
sont à base de fibre de verre, de carbone ou de kevlar. Les
résines appartiennent à la famille des polyesters,
des époxides ou des polyuréthannes. Dans les sandwichs le
bois servant d'âme sera du balsa, et parfois du
contre-plaqué. Enfin les mousses servant d'âme seront des
P.V.C
ou des polyuréthannes.
Terminologie : La matrice, désigne le
matériau qui sert à assembler les différents
éléments de l'armature. Ce sont les résines. Les
renforts(les tissus), constituent l'armature du matériau. C'est
en partie
eux qui déterminent les performances mécaniques de la
structure.
| LE STRATIFIE POLYESTER |
|||
 |
|||
|
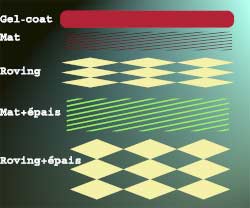
Composition d'un stratifié monolithique : De l'extérieur vers l'intérieur
|
|
 |
|
 |
|||
|
|||
|
Le gelcoat est un
mélange de résine, de silice colloïdale, et de
pigments. Ce produit à la consistance d'une pâte à
crêpe bien épaisse. Pour des questions de
résistance aux chocs, et d'étanchéité, la
résine employée est une résine isopthalique. Le
gelcoat n'étant pas armé, il est appliqué
sur le moule en faible épaisseur, entre 0.3 mm et 0.6 mm. Si la
couche est trop épaisse, en vieillissant, elle se fendillera. Il
est appliqué avec une gelcoateuse, sorte de pistolet à
peinture qui mélange le catalyseur à la résine, et
pulvérise l'ensemble. Les fonctions du gelcoat :
Protection, pigmentation, opacification du stratifié.
Mat 300

Le mat est un
agglomérat de fibres de verre coupées qui sont
assemblées entre elles, sans orientation particulière,
par un liant. Le mat est utilisé lorsque l'on recherche une
bonne résistance à la compression. Il permet
également de monter rapidement en épaisseur, lorsque cela
est nécessaire.Un mat de 600 gr/m²
imprégné de 1,4kg de résine par m² aura une
épaisseur de 1,5 mm. Il existe deux sortes de mat : Le mat de
surface dont les fils sont très fins, et les mats de
renforcement dont les fils sont généralement deux fois
plus gros. A noter que depuis la mise en évidence de l'osmose
certains fabriquants emploient des mats poudre en surface, dans ce type
de renforts les liants sont des poudres dérivés de
polyester bi-phénolique.
Sergé 
Le tissu de roving est
de la fibre de verre
agencée en chaîne et trame. La résistance
mécanique est bonne en traction et en flexion. Pour
éviter les délaminages il faut intercaler un mat entre
deux rovings. Par exemple 1 rowing 500 - 1 mat 300 - 1 roving 500 (Les
chiffres indiquent le poids de verre par mètre carré). En
ce qui concerne l'épaisseur, un roving 800 mesurera environ 0.94
mm.
Les nappes : Ce sont différents renforts assemblés entre eux par une couture légère. On trouve des tissus de roving assemblés à des mats, des multi-axials associés à des mats légers. L'intérêt est de pouvoir orienter les fibres dans le sens qui semble le mieux convenir. Leur poids au mètre carré peut dépasser 2 kg. |
|||
 |
 |
||
|
RÉGLAGES DOSAGES ET PRÉCAUTIONS |
|||
|
|||
|
Il existe deux catégories de résine polyester, les
résines orthophtaliques, et les résines isophtaliques.
Les premières sont les moins chères, et les secondes sont
de meilleure qualité donc... Le
durcissement : Le durcissement est rendu possible par
l'adjonction de styrène, qui va chercher à se lier avec
l'acide du polyester. Il est important de garder cette idée en
tête car trop peu de styrène(ventilation excessive) =
absence de polymérisation. Le styrène étant
déjà mélangé à la résine
celle-ci aura naturellement tendance à durcir, le processus sera
d'autant plus rapide que la température sera
élevée, malgré la présence d'agents
inhibiteurs destinés à améliorer la durée
de stockage.
La proportion de styrène est d'environ 40 %, en fonction de la réactivité de la résine. Si on désir ajouter du styrène, on ne dépasse pas 15 %, car un excès de styrène contrarie la polymérisation. Pour contrôler le durcissement nous allons utiliser :  Une seringue sera très pratique pour doser l'accélérateur. De
l'accélérateur dénommé octoate de
cobalt, c'est le rouge. Le dosage de l'accélérateur, sera
fonction de la température, et ce dans une fourchette de
0.1 % à 0.4 %, une plus importante quantité aura tendance
à ralentir la réaction. Vers 70° la réaction
se produit sans accélérateur. Généralement
à 20° on mettra 0.2 %. Lorsque l'on introduit
l'accélérateur à la résine, il faut le
mélanger soigneusement jusqu'à ce que la résine se
pigmente très légèrement en rose, et que toutes
les traces rouges sombres aient disparues. Les résines sont
généralement proposées
pré-accélérées.
Du catalyseur : que l'on nomme souvent par le nom de la marque qui le distribue, mais dont le nom est peroxyde de méthyl-éthyl-cétone, à raison de 1 à 3 %. La durée de vie en pot sera généralement de 20 mn à une demi-heure, si on catalyse à 2 %, une résine accélérée à 0.2 %. Il faut se méfier de ce produit car trop longtemps en contact avec la peau, il provoque des brûlures. Nous allons contrôler la température : En premier lieu la température du local qui ne sera pas inférieure à 15°, ni supérieure à 30°. Une température trop basse est préjudiciable à la polymérisation, et s'il fait trop chaud une résine standard réagit trop vite, et on ne dispose plus du temps nécessaire à l'imprégnation et au débullage. Nous allons contrôler les quantités de résine misent en œuvre : Un homme seul et entraîné au moulage au contact, pourra préparer un kilo de résine, s'il applique un mat 600 par exemple. Pour éviter les pics exothermiques on n'appliquera pas de trop fortes épaisseurs, surtout sur les petites pièces ou les réparations. Il existe des résines ayant une durée de vie en pot allongée permettant la stratification de fortes épaisseurs, mais les conditions de polymérisation de ses résines sont plus strictes et on risque de ne pas obtenir les caractéristiques mécaniques désirées. Nous allons vérifier : Le taux d'humidité, il sera toujours inférieur à 65 % une trop forte humidité diminue les performances mécaniques et favorise l'osmose. En Bretagne les plus forts taux d'humidité relative sont enregistrés l'été par temps orageux. Les tissus seront stockés dans un endroit ayant les mêmes conditions de température et d'hydrométrie, que l'atelier de stratification, pour éviter tous phénomènes de condensation.  Fabriquants
de renforts
Distributeurs et fabriquants de résine
Fabriquants
de renforts
Distributeurs et fabriquants de résine |
|||
|
|
||
Autres espaces
du site

Architecture navale

Actualité nautique

Construction navale

Dictionnaire glossaire
Entreprises

Histoire marine
J Dahec